新浪微博
新浪微博 騰訊微博
騰訊微博

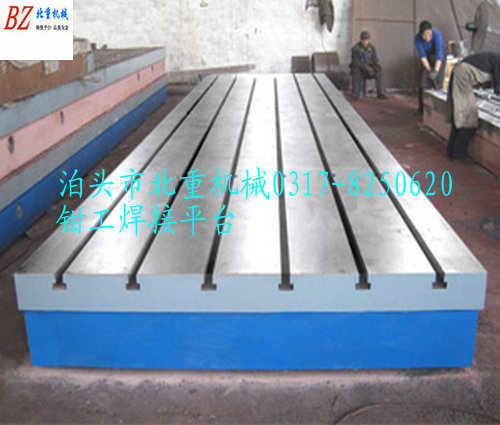
鉗工焊接平臺該如何檢驗
鉗工焊接平臺在生產過程中,會出現重量的偏差。往往焊接平臺的設計考慮到鑄造誤差和機械加工的誤差,鑄鐵平臺的重量誤差一般不得超過10%,超過10%時,要對焊接平臺的質量做進一步的鑒定才可以確定此鑄鐵平臺是否可以投入使用。在焊接平臺的腳上焊上一條(根)導電的電線到室外,端部焊一米長鋼筋,打入潮濕的地下,不影響工作,美觀就好。
簡單地說:鉗工是屬于裝配和修理機器的崗位;焊工是進行金屬或其他非金屬物質焊接的崗位。這二種崗位有著本性質的不同。鉗工和焊工的具體資料如下:
的檢驗方法
1、焊接平臺工作面上不應有銹跡、劃痕、碰傷及其他影響使用的外觀缺陷。
2、焊接平板工作面上不應有砂孔、氣孔、裂紋、夾渣及縮松等鑄造缺陷。各鑄造表面應徹底清除型砂,且表面平整、涂漆牢固,各稅邊應修鈍。
3、T型槽在平板的相對兩側面上,應有安裝手柄或吊裝位置的設置、螺紋孔或圓柱孔。設置吊裝位置時應考慮盡量減少因吊裝而引起的變形。
4、焊接平臺應經穩定性處理和去磁。
5、焊接平臺、鉗工平臺工作面與側面以及相鄰兩側面的垂直公差為12級(按GB1184—80《形狀位置公差》規定)。
6、焊接平臺工作面的硬度應為HB170—220或187—255之間。
7、T型槽主要檢定項目 A、材質及表面硬度。B、形狀位置公差,含名義尺寸,垂直度公差。C、外觀。D、平面度。E、接觸斑點。F、平面波動量。G、工作面允許撓度值。H、表面粗糙度。
8、鉗工焊接平臺精度參數。 “1級平板要求接觸斑點數在任意25×25mm平面內不少于20點。2級平板要求接觸斑點數在任意25×25mm平面內不少于12點。 3級平板未規定接觸斑點要求”